Pitch Time in Industrial Engineering:
Let us assume that a shirt has 1,000 sec of standard time. It has 50 operations which have been divided among 40 operators. An operator may be allotted one or more operations. Time allotted to individual operator is called Pitch Time. Here each operator on average is allotted 1000/40-25 seconds of work. This time (25 sec) is called Basic Pitch Time.
So,
Basic Pitch Time = Standard Time / Number of operators = 1000 /40 = 25 seconds.
If each operator is actually allotted equal time, such pitch time is called Basic Pitch Time. Here 25 sec is the Basic Pitch Time. A pitch diagram shows Basic Pitch Time as a horizontal line. However, in reality operators cannot be awarded equal time. But efforts should be made to make pitch time to hover around the Basic Pitch Time. This will ensure allotment of nearly equal amount of workload to each operator.

Pitch Diagram and Bottleneck Processes in Industrial Engineering:
Pitch Diagram in Industrial Engineering:
Pitch diagram is constructed in the following way:
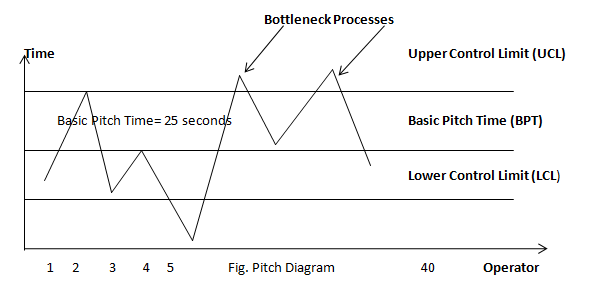
Time X&Y axes are drawn. On the X-axis all the operators in exact order of processes are marked. On the Y-axis time allocated to each operator is recorded. The graph displays points on it. If the points are joined together we get a diagram called pitch diagram. Pitch diagram shows individual productivity status of each operator in the production line. Pitch diagram clearly shows the right production status of each operator and shows anomaly if there is any prompting supervisor or production executive to rectify the anomaly.
If each operator is actually allotted equal time, such pitch time is called Basic Pitch Time. Here 25 sec is the Basic Pitch Time. A pitch diagram shows Basic Pitch Time as a horizontal line. However, in reality operators cannot be awarded equal time. But efforts should be made to make pitch time to hover around the Basic Pitch Time. This will ensure allotment of nearly equal amount of workload to each operator. Work-study people in a garment factory tries their level best to allocate nearly equal quantity of work to each worker but operations in a garment ( say, shirt) are not equal in terms of difficulty and largeness.
So, it is nearly impossible to distribute fully equal amount of workload to each person in the production line. Fully equal quantity of workload distributed to all workers makes the diagram a straight line (Basic Pitch Line). So in reality it is sought that workload distributed to each worker should be within a range of Upper and Lower Control Limits, which are 15 % above and 15 % lower than the Basic Pitch Time. If workers are allotted operations within the range of UCL & LCL the production line becomes balanced. That means workers in these lines produce equal quantity of products per unit time (say, per hour).
Upper Control Limit:
UCL is a straight line which limits 85 % organization efficiency compared to Basic Pitch Time. For example, if Basic Pitch Time is 5 minutes, Upper Control Limit shows 5.88 minutes. Any operation (pitch time) going beyond this limit is called bottleneck process (bottleneck time). UCL= Basic Pitch Time / 0.85. Lower Control Limit: LCL is also a straight line that represents operation time (pitch time) 15 % less than BPT. LCL =2 x BPT- UCL
Bottleneck Processes and Bottleneck Time in Industrial Engineering:
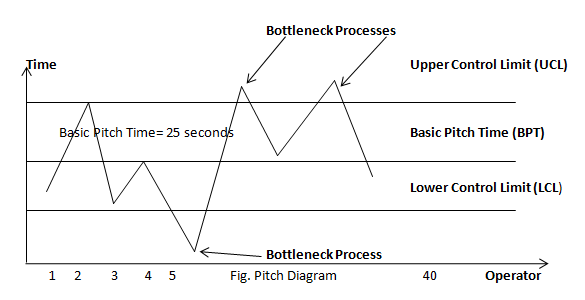
The highest time taken by an operator to complete her task Compared to other operators is referred to as bottleneck time. The process or processes associated with bottleneck time are called bottleneck process. Bottlenecks reduce productivity. The figure given below shows three bottlenecks, two above UCL, and one below LCL. Thus bottlenecks are those processes which go beyond the UCL or LCL. Under Bangladeshi conditions, bottlenecks going above UCL are more harmful, because they substantially cut down productivity & line balance. So it is urgent to eliminate bottlenecks in a production line. Garments generally pile up beside the operator working with bottlenecks.

Mayedul Islam is a Founder and Editor of Garments Merchandising. He is an Expert in Garments Merchandising. Writing is his passion. He loves to write articles about Apparel, Textile and Garment Washing specially on Merchandising. Mail him at mayedul.islam66@gmail.com